| Задача1
Станок поперечной резка листового
металла |
Нашими специалистами
осуществлена модернизация станка резки листового металла. Особым
условием заказчика была высокая точность резки.
Станок был
модернизирован на основе 2х преобразователей частоты
Sinamics S120 блочного формата и
контроллера движения Simotion D.
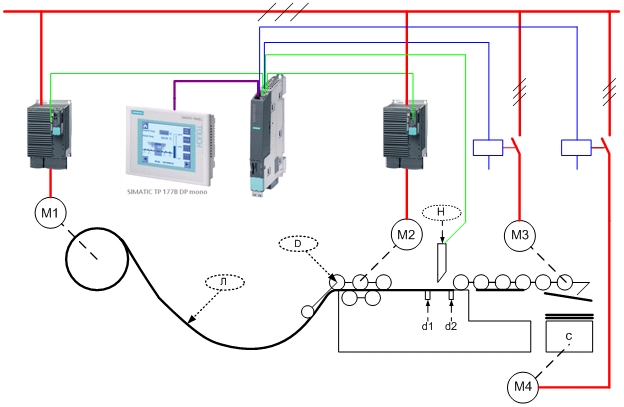
Схематично решение изображено на рисунке 4.
|
 |
|
Рис.4
Обозначения:
M1 –
двигатель разматывателя, M2
– двигатель проката, M3 –
двигатель транспортера, M4
– двигатель поворотного стола, D
– абсолютный датчик положения,
d1, d2
– индукционные датчики, Н – пневматические ножницы,
С – поворотный стол, Л – металлическая лента.
Соединения: красные – силовые,
зеленые – Ethernet
подобный интерфейс Drive-Cliq,
фиолетовый – profibus,
синий – дискретные сигналы |
Принцип работы:
на привод размотки М1
(общепромышленный асинхронный двигатель) загружается бобина со
сталью. Скорость размотки автоматически регулируется с помощью
абсолютного датчика положения D,
исходя из условия обеспечения оптимального прогиба стальной
ленты. Привод с двигателем M2
(синхронный серводвигатель со встроенным датчиком положения)
прокатывает ленту на необходимую заданную длину под ножницы Н.
Датчики d1, d2
определяют наличие металла под ножницами. После проката ленты на
заданное расстояние осуществляется отрез. После отреза деталь с
помощью транспортера перемещается на поворотный стол С. Чтобы
обеспечить симметрию деталей, стол поворачивается на 90 градусов
автоматически после достижения определенного числа сгруженных
заготовок. Управление двигателями M3 и
М4 осуществляется с помощью дискретных выходов
Simotion D.
С панели оператора (TP
177B) задается количество
заготовок, длина одной заготовки в автоматическом режиме
работы, отображается количество уже отрезанных заготовок, а
так же реализованы различные режимы наладки и индикация
аварий.
В составе проекта были
реализованы: поставка частотных преобразователей
Sinamics, контроллера управления
движением Simotion D,
серводвигателя проката (М2) Siemens
серии 1FK7, управляющая
программа на основе контроллера Simotion
D и управление процессом на основе панели
Simatic TP177B.
В итоге реализации
проекта была достигнута точность резки порядка 0.1 мм
относительно длины отреза – 50-150мм, увеличилась
производительность станка.
| Задача2
модернизация узла размотки листовой стали |
Технологический узел
размотки стали включает в себя:
- привода размотки
стали (двигатели M1,
M2);
- снабберные привода
(двигатели M1.1,
M2.1);
- привода тянущих
валков (двигатели M1.2-M1.4,
M2.2, M2.3)
- ножницы (Н).
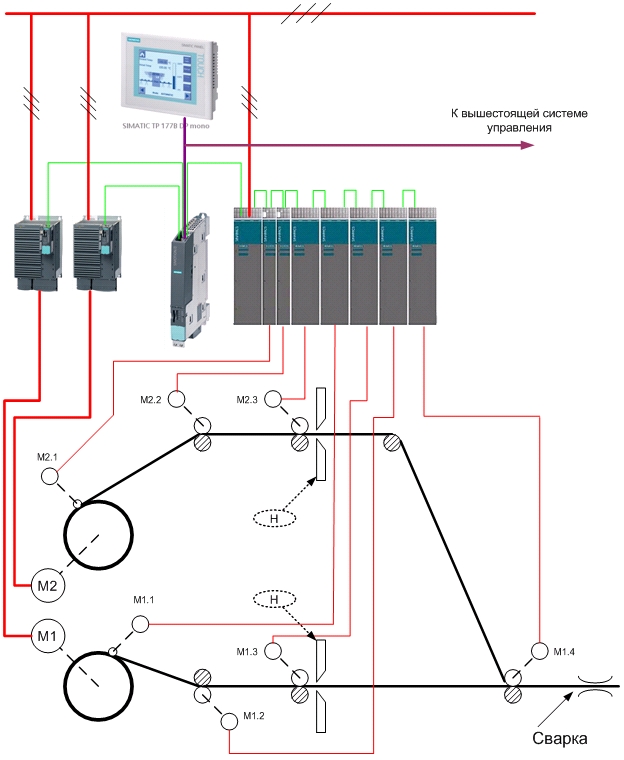
Узел схематично
изображен на рис.1.
Задача данного узла
состоит в размотке металла с заданной скоростью и величиной
натяжения, а так же автоматическая замена рулона и сварка
листа. В данном случае разматывается бобина на
M1 либо на M2.
В момент, когда металл бобины M1
заканчивается, происходит отрез остатков и переход на
размотку M2. В автоматическом
режиме производится заправка металла в прокатные валки и
сварка металлического листа.
Нашими специалистами
были разработаны алгоритмы контроля и управления натяжением
металла, алгоритмы автоматической замены рулона и
организация связи и согласования технологических параметров
с вышестоящей системой управления.
Узел был реализован на
основе приводов Siemens Sinamics S120
книжного и блочного форматов, системы управления движением
Simotion и панели оператора
TP 177B.
|
 |
|
Рис.1 M1,
M2 – двигатели
разматывателей бобин, M1.1,M2.1
– снабберные валики, M2.2,
M2.3, M1.2-M1.4
– прокатные валки, Н – ножницы.
Валки: закрашенные валки –
пассивные.
Соединения: красные – силовые
соединения, зеленые – сигнальные соединения
интерфейса Drive-Cliq,
сиреневые – соединения по интерфейсу
PROFIBUS. |
|
